Why Stand Up Pouches Use Multiple Layers
Most stand up pouches use multiple laminated layers because one single film usually cannot provide printability, strength, barrier protection, and sealing performance at the same time.
Understanding the role of each layer is the starting point for choosing the right stand up pouch material structure.
A single film may look acceptable, but it often cannot handle all the technical demands of a real packaging project. For example, the film that prints well may not seal well. The film that seals well may not provide enough oxygen barrier. The film that offers barrier may not have enough stiffness or puncture resistance for handling and transport.
Laminated stand up pouches are usually built in three functional parts:
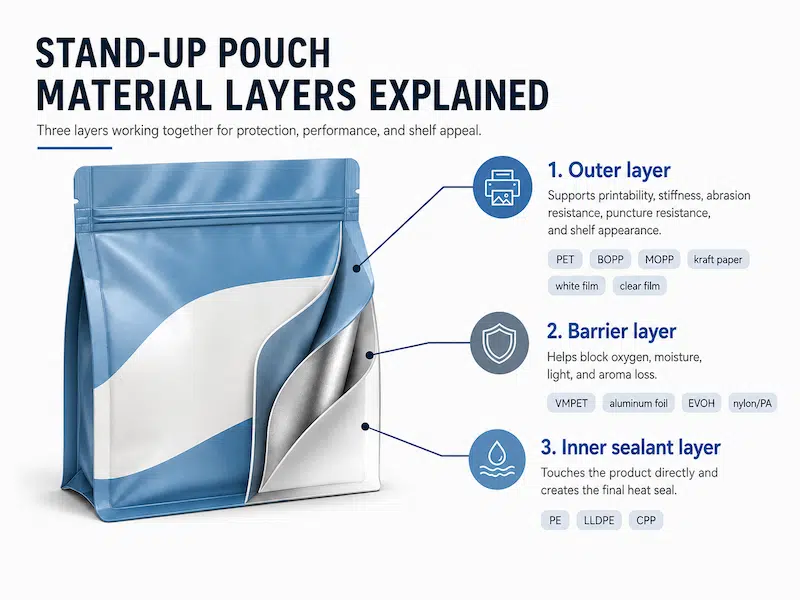
Outer layer
This layer supports printability, stiffness, abrasion resistance, puncture resistance, and shelf appearance.
Barrier layer
This layer helps block oxygen, moisture, light, and aroma loss.
Inner sealant layer
This layer touches the product directly and creates the final heat seal.
| Layer | Common Materials | Main Function | Practical Notes |
|---|---|---|---|
| Outer layer | PET, BOPP, MOPP, kraft paper, white film, clear film | Printing, stiffness, appearance, surface durability | Often selected based on print result and handling strength |
| Barrier layer | VMPET, aluminum foil, EVOH, nylon/PA | Oxygen, moisture, light, aroma, mechanical reinforcement | Barrier performance depends on thickness, humidity, lamination quality, and test method |
| Inner sealant layer | PE, LLDPE, CPP | Food contact, heat sealing, leak resistance | Seal behavior depends on temperature, dwell time, pressure, contamination, and machine setup |
Outer Layer Materials: Strength, Printing, and Brand Appearance
The outer layer mainly affects how the pouch looks, prints, feels, and performs during handling. In most stand up pouch materials, this layer is selected for printability, stiffness, abrasion resistance, and visual presentation.

PET
PET is one of the most widely used outer layers in flexible packaging. It offers good tensile strength, dimensional stability, puncture resistance, and reliable printability. A typical reference thickness range is around 12 to 25 microns, but the actual thickness depends on pouch size, total structure, and application.
PET is common in PET PE stand up pouch structures and in higher-barrier laminates such as PET/VMPET/PE and PET AL PE pouch structures.
Kraft paper

Kraft paper is usually selected for a natural and textured shelf appearance. In most food packaging applications, kraft is used as an outer layer only and still needs to be laminated with plastic or barrier film. A common reference range is around 30 to 50 gsm, depending on supplier and structure.
A practical point is that kraft stand up pouches are not automatically recyclable or plastic-free. In most cases, kraft is only one layer in a multi-layer laminate.
BOPP and MOPP
BOPP and MOPP are oriented polypropylene films that can provide good clarity, stiffness, and printable surfaces. They are often used where a clean look, good graphics, and cost efficiency are important.
White film
White film helps support strong color density, barcode readability, and clear product information. It is often preferred when color accuracy and small text clarity matter more than a natural paper look.
Clear film
Clear PET or other clear films help display the product directly. This can work well for products such as candy, dried fruit, or granola. However, clear structures may not be suitable for light-sensitive or oxygen-sensitive products unless they are combined with suitable barrier layers.
Barrier Layer Materials: Oxygen, Moisture, Light, and Aroma Protection
The barrier layer is one of the most important parts of a stand up pouch material structure because it helps protect the product during storage, shipping, and shelf display. This layer is selected based on how sensitive the product is to oxygen, moisture, light, and aroma loss.
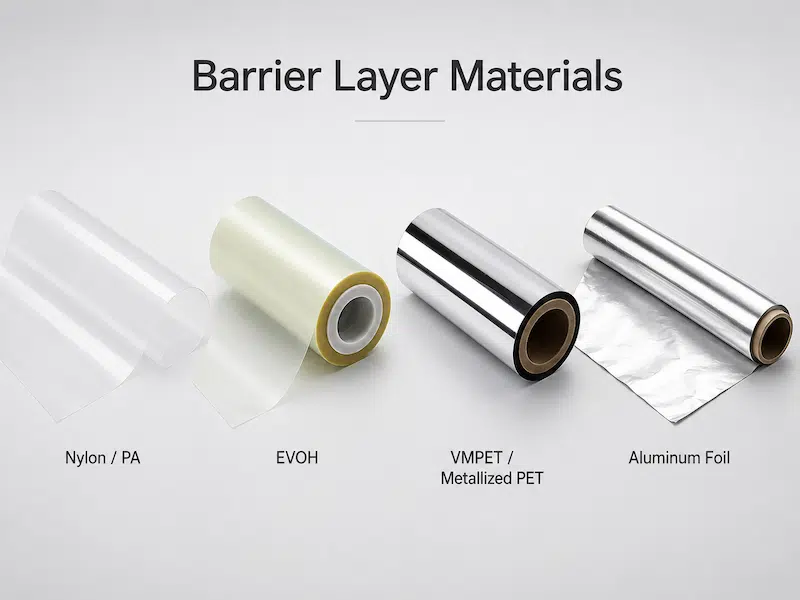
Aluminum foil
Aluminum foil is used when very strong barrier protection is needed. A typical reference thickness is around 7 to 9 microns. Foil provides very high protection against oxygen, moisture, light, and aroma loss, which is why it is often used for coffee, supplements, powdered products, and sensitive dry mixes.
Foil structures usually are not easy to recycle in conventional flexible film streams.
VMPET / Metallized PET
VMPET, or metallized PET, is PET film with a thin metallic layer. It generally offers moderate to high barrier at a lower cost than foil. It also gives a metallic visual effect. This makes it common for snacks, dry food, pet treats, and products that need better protection than clear film.
It is important not to treat VMPET and foil as the same material. They may look similar, but their barrier levels are usually different.
Nylon / PA
Nylon, also called PA, is often used to improve toughness rather than to create the main barrier. It helps increase puncture resistance, flex-crack resistance, and mechanical strength. It is useful for heavier products, frozen products, or products with sharp edges.
EVOH
EVOH is a strong oxygen barrier material often used in high-barrier and recyclable-oriented structures. A reference thickness range may be around 5 to 8 microns in some applications, but actual design depends on the supplier and total construction. EVOH can perform very well against oxygen, but its barrier performance may be affected by humidity and by the structure around it.
That is why EVOH should be evaluated as part of the full laminate or co-extruded film, not by itself.
Technical note: OTR and WVTR
OTR means oxygen transmission rate. Lower OTR means better oxygen protection.
WVTR means water vapor transmission rate. Lower WVTR means better moisture protection.
Inner Sealant Layer: Heat Sealing and Food Contact
The inner sealant layer directly touches the product and creates the final pouch seal, so it affects food contact, sealing reliability, and leakage risk. In many pouch projects, seal performance is just as important as barrier performance.

LLDPE
LLDPE is commonly used as an inner sealant layer because it seals reliably, stays flexible, and works well in many food packaging applications. A typical reference thickness range is around 50 to 80 microns, depending on pouch size and product weight.
PE
PE is widely used for standard dry foods, snacks, powders, and general flexible pouch applications. In many cases, the exact PE formulation is selected based on sealing window, softness, and durability requirements.
CPP
CPP can offer better heat resistance and is often used when higher sealing temperature, hot-fill, or retort-related performance is needed. A typical reference range may be around 60 to 90 microns, depending on structure and process.
What affects seal performance
Good material structure does not guarantee a good pouch if the seal area is unstable. Seal performance depends on:
- Seal strength
- Sealing temperature
- Dwell time
- Seal pressure
- Product contamination in the seal area
Common Stand Up Pouch Material Structures
The most commonstand up pouch materials are usually discussed as complete laminated structures rather than as single films. Comparing these structures side by side makes it easier to match barrier level, appearance, and cost to the product.

| Material Structure | Barrier Level | Appearance | Common Uses | Notes |
|---|---|---|---|---|
| PET/PE | Low to moderate | Clear, white, or printed | General dry products, candy, simple snacks | Good for products that do not need very high barrier |
| PET/VMPET/PE | Moderate to high | Metallic or printed | Snacks, dry food, pet treats, tea | Better barrier than PET/PE |
| PET/AL/PE | High | Opaque, premium | Coffee, supplements, powders | Common high-barrier structure |
| Kraft/PET/PE | Moderate | Natural look | Dry foods, tea, snacks | Barrier depends on the inner films |
| Kraft/VMPET/PE | Moderate to high | Natural outside, metallic inside | Pet treats, snacks, dry food | Good balance of look and protection |
| Kraft/AL/PE | High | Natural outside, opaque barrier | Coffee, tea, powders | Natural appearance with strong barrier |
| PET/NY/PE | Moderate + strong | Clear or printed | Heavy or sharp products | Better puncture resistance |
| NY/PE | Moderate + flexible | Simple industrial look | Frozen food, vacuum-related uses | Tough structure for demanding handling |
| PE/EVOH/PE | Moderate to high | Usually non-foil | Some recyclable-oriented projects | Performance depends on total design |
| Mono-PE | Varies | Usually softer feel | Recyclability-focused projects | Barrier and stiffness need careful review |
| Mono-PP | Varies | Good stiffness potential | Recyclability-focused projects | Application-specific review needed |
Practical structure notes
PET/PE: This is a common structure for general dry products that do not need very high barrier.
PET/VMPET/PE: This gives better barrier than PET/PE and is often used for snacks, dry food, pet treats, and medium-barrier applications.
PET/AL/PE: This is a high-barrier option for coffee, supplements, powders, and products sensitive to oxygen, moisture, light, or aroma loss.
Kraft/PET/PE: This supports a natural look with moderate protection, depending on the internal film design.
Kraft/AL/PE: This gives a natural appearance with high barrier protection.
PET/NY/PE: This is useful when stronger puncture resistance and toughness are needed.
Mono-PE or Mono-PP: These structures can support recyclability goals, but barrier, sealing, stiffness, printability, and cost should all be reviewed carefully.
How to Choose Materials by Product Type
Different products fail in different ways, so material selection should start with the main packaging risk. The right flexible pouch materials for coffee are usually not the right choice for frozen food, liquids, or visible candy products.
| Product Type | Main Packaging Risk | Suggested Material Direction | Optional Features |
|---|---|---|---|
| Coffee beans | Oxygen, moisture, aroma loss, CO2 release | PET/AL/PE, Kraft/AL/PE, or suitable high-barrier recyclable structure | Degassing valve, zipper, matte finish |
| Ground coffee | Faster oxidation and aroma loss | High-barrier foil or high-EVOH structure | Valve, zipper |
| Protein powder and supplements | Moisture absorption, clumping, oxygen sensitivity | PET/AL/PE, PET/VMPET/PE, or PET/EVOH/PE | Zipper |
| Snacks, nuts, granola, dried fruit | Moisture, oil oxidation, texture loss | PET/VMPET/PE, PET/PE, or kraft laminated structures | Easy tear, zipper |
| Pet treats and pet food | Fat oxidation, puncture, rough handling | Kraft/VMPET/PE, PET/NY/PE, Kraft/AL/PE | Zipper, hang hole |
| Tea and herbs | Aroma loss, moisture, light sensitivity | Kraft/AL/PE, PET/VMPET/PE, or white high-barrier film | Matte finish |
| Candy and visible products | Product presentation, moisture, stickiness | PET/PE with window, or PET/VMPET/PE with partial window if suitable | Window, zipper |
| Frozen food | Low-temperature brittleness, puncture, seal failure | NY/PE or PET/NY/PE | Stronger seals |
| Liquid or semi-liquid products | Leakage, seal failure, drop resistance | Stronger PE or CPP sealant layer, spout pouch where needed | Spout, reinforced bottom |
The best material structure depends on the product, shelf-life target, filling method, and storage condition. At GCLPacking, we can help review these details and suggest a practical pouch structure for sampling and production.
Barrier Performance and Shelf Life
Barrier level directly affects shelf-life performance.

In practical terms, PET/PE is often used for lower-barrier dry products, PET/VMPET/PE for medium-barrier applications, and PET/AL/PE for products that need stronger protection against oxygen, moisture, light, and aroma loss, such as coffee or sensitive powders.
Products with oil, aroma, or moisture sensitivity usually need lower OTR and WVTR. Sharp or heavy products may also need nylon reinforcement for puncture resistance.
Exact performance depends on film thickness, supplier specification, test method, humidity, and final pouch structure, so shelf life should be confirmed by testing, not by material name alone.
How Material Choice Affects Printing and Finish
Outer layer choice affects print clarity, color result, and surface finish.
PET is commonly used because it prints well and stays dimensionally stable, often in a reference range of 12-25 microns.
Kraft paper, often around 30-50 gsm, gives a natural look but usually shows warmer and less vivid colors than white film.
For projects with detailed text, barcodes, or multiple SKUs, white film is usually easier to control. Matte, gloss, metallic effect, and window design also depend on the selected outer layer and laminated structure.
How Material Choice Affects Cost and MOQ
Material cost mainly depends on structure complexity.
In general, 3-layer pouches cost more than 2-layer pouches, and foil structures usually cost more than VMPET structures.
Thicker films, nylon reinforcement, EVOH, kraft outer layers, and mono-material recyclable designs may also increase cost.
Printing method also affects order planning.

Digital printing is often suitable for smaller runs and SKU testing, with MOQ at GCLPacking starting from 500 pieces depending on the project.
Gravure printing is usually more suitable for larger repeat orders, with MOQ often starting from around 10,000 pieces.
Recyclable and Sustainable Material Options
Sustainability discussions around pouches often mix together appearance, recyclability, and material type, but they are not the same thing. A practical review should separate kraft appearance, mono-material structures, PCR content, compostable options, and traditional laminates.
- Kraft appearance does not automatically mean recyclable or plastic-free.
- Mono-material PE or PP is a more direct route when recyclability is a project goal.
- PCR content is different from mono-material design.
- Compostable materials are different again and need their own performance review.
- Traditional multi-material laminates often give stronger barrier and process performance, but they can be harder to recycle in typical flexible film streams.